Process
We design and develop web and mobile applications for our clients worldwide




2.1 Table Type Shot Blasting
For flat or circular components (e.g., gears, discs).
Benefit: Uniform cleaning and easy handling.
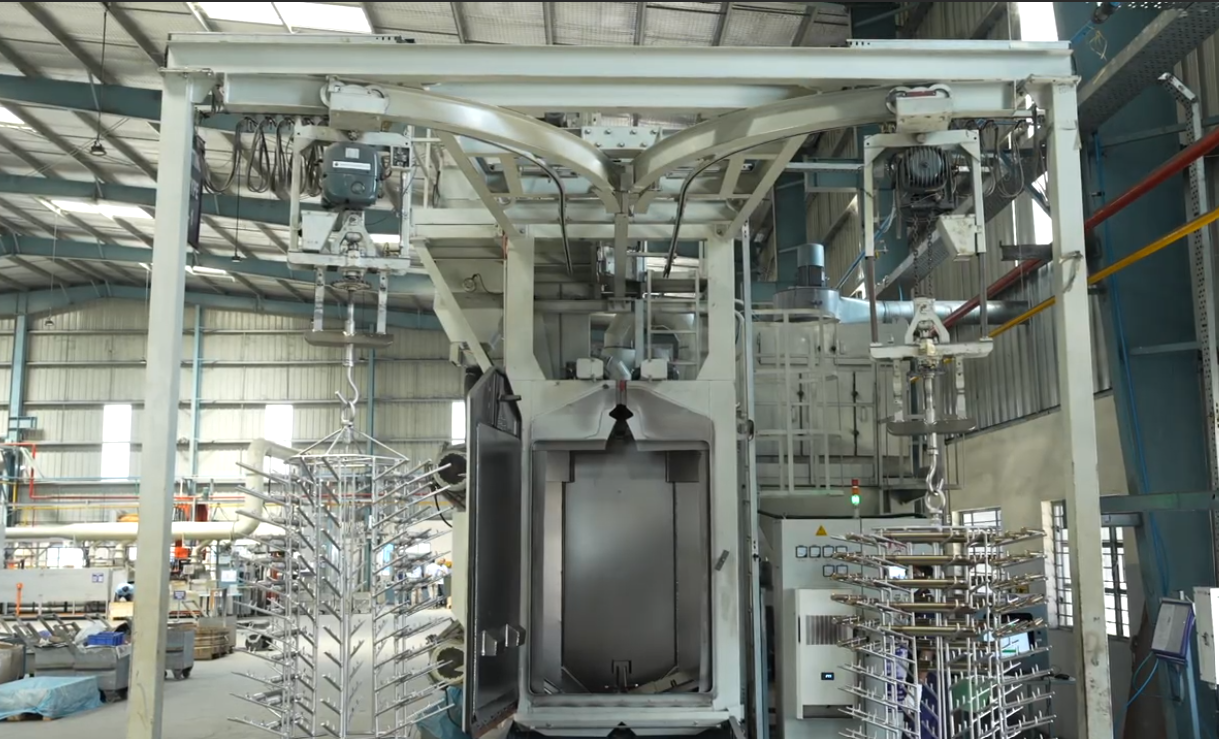
2.2 Hanger Type Shot Blasting
For large or complex components (e.g., frames, castings).
Benefit: 360° cleaning without part collision.

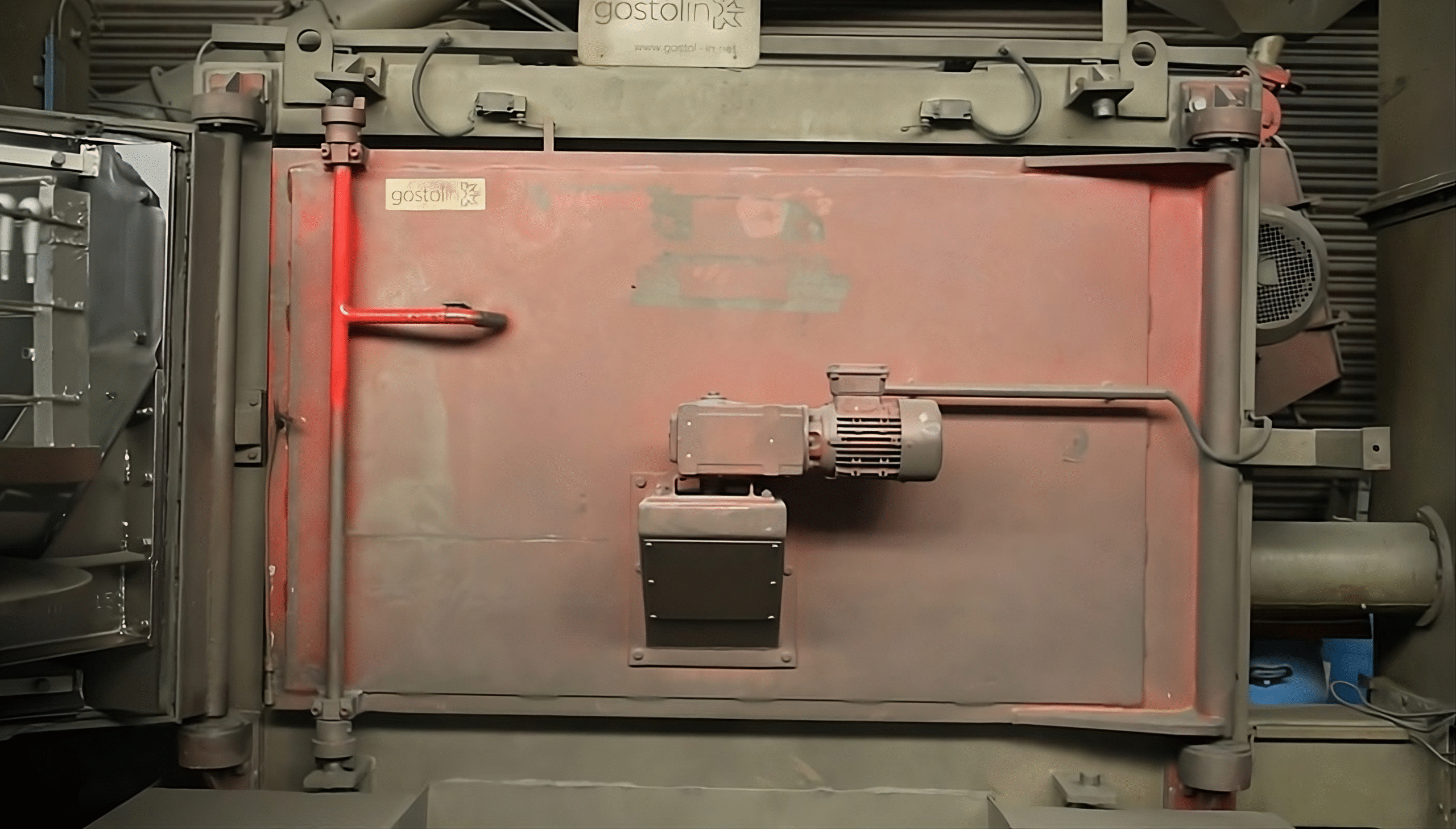
2.3 Tumble Type Shot Blasting
For bulk fasteners and small parts.
Benefit: High productivity with consistent results.

2.4 Sandblasting
For precision surface finishing or paint removal.
Benefit: Fine texture, improved adhesion, and surface durability.
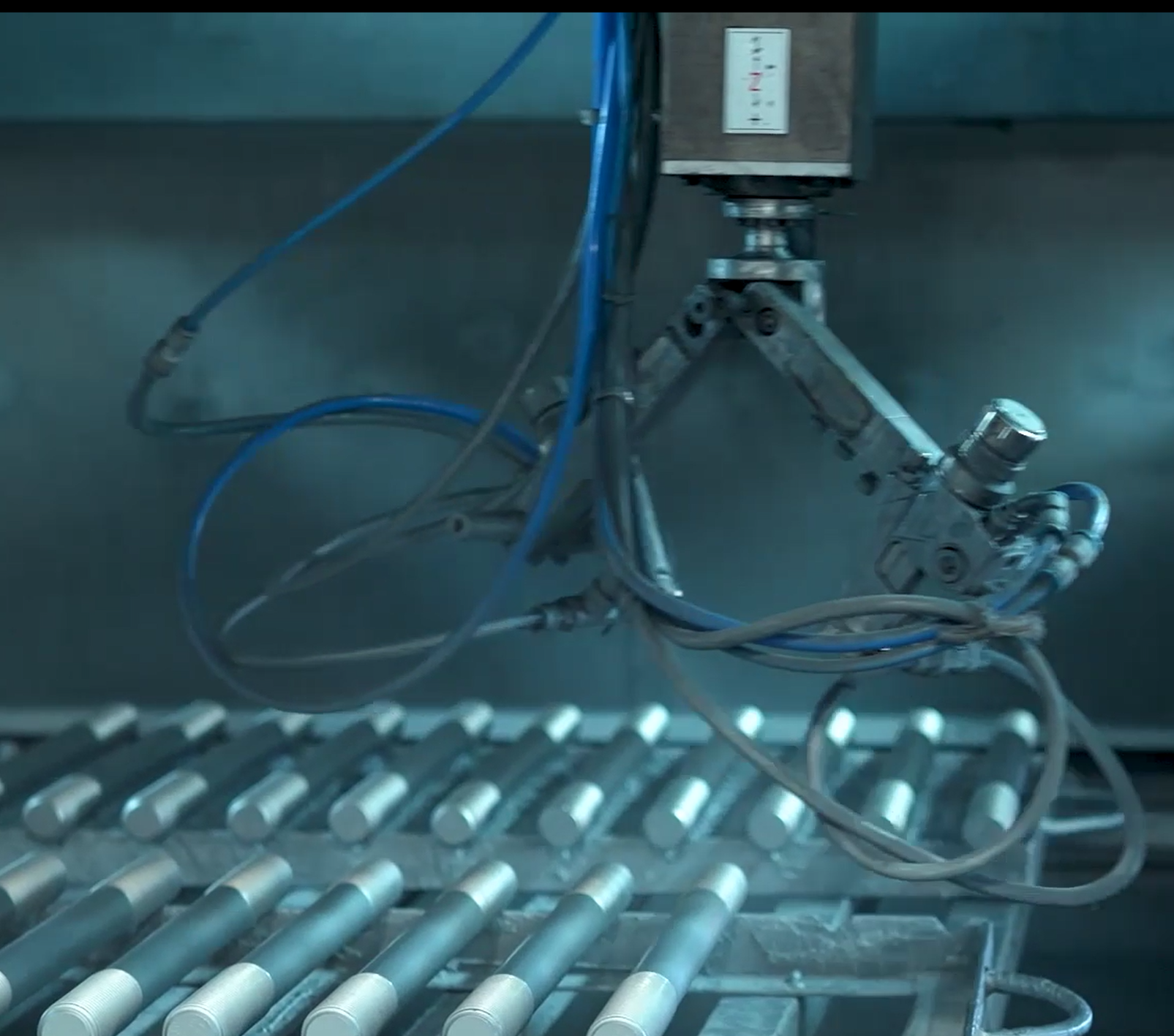
3.1 Spray Application
Used for large or complex parts.
Pros: Flexible, uniform coating.
Cons: Requires skilled operators.

3.2 Rack Dip-Spin
For medium-sized parts mounted on racks.
Pros: Consistent coating, suitable for threaded parts.
Cons: Limited for oversized components.

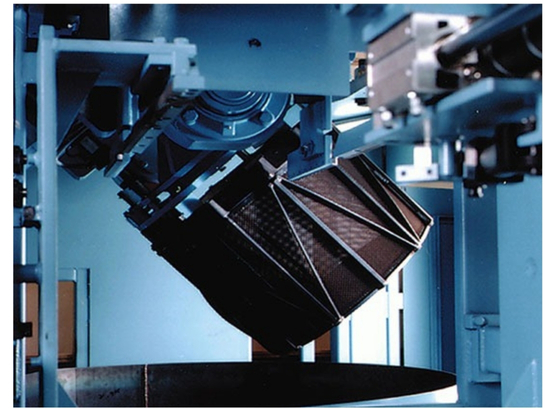
3.3 Bulk Dip-Spin
Ideal for small fasteners and mass production.
Pros: Material efficient, quick cycle.
Cons: May produce heavier coating in recesses.
3.4 Dip-Drain
Used for large or intricate components.
Pros: Suitable for thick coatings and large parts.
Cons: Longer cycle and less uniformity.



XRF Analyzer: Measures coating thickness and composition.

Optical Microscope: Detects micro-defects and flake distribution.

Salt Spray Test (SST): Evaluates corrosion resistance (e.g., 720–1000 hours without red rust).
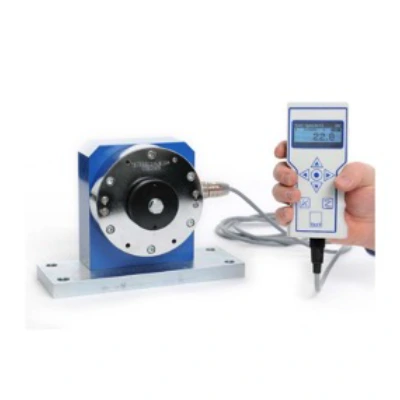
Coefficient of Friction (CoF) Test: Ensures reliable torque-tension

Lab Coater & Batch Oven: Used for R&D trials and curing validation before